免费精品美女久久丨操美女免费网站丨免费国产网站丨国产精品久久免费视频丨国产视频网丨日韩视频一区丨国产精品久久人人看丨久久国内精品 JC/T2325-2015-異形人造石制品
二維碼
前 言
本標準按照GB/T 1.1—2009給出的規則起草。
本標準由中國建筑材料聯合會提出并歸口。
本標準負責起草單位:建筑材料工業技術監督研究中心、廣州熱浪實業有限公司、廣州戈蘭迪裝飾
工程有限公司、江蘇美雅特裝飾材料有限公司、肇慶福田化學工業有限公司、
中國鋁業
股份有限公司中
州分公司、武漢石尚高新建材有限公司、山東康潔利人造石有限公司。
本標準參加起草單位:山東盛富萊石英石有限公司、廣東中迅新型材料有限公司、廣東中旗新材料
科技有限公司、廣州市致盛建筑材料有限公司、漳州亞邦化學有限公司、浙江省建筑材料科學研究所。
本標準主要起草人:劉武強、王勇剛、田雨、梅躍、王濤、周俊興、楊思遠、陳志雄、覃偉、周軍、應曉孟、李立全、衛福海、
孔祥文
、嚴發祥、付合順、史益文、俞少純、蔣永發。
本標準委托建筑材料工業技術監督研究中心負責解釋。 本標準為首次發布。
1 范圍
本標準規定了異型人造石制品的術語和定義,分類與標記,規則形體基本拼接塊數,技術要求,試
驗方法,檢驗規則以及標志、包裝、運輸和貯存。
本標準適用于以異型人造石石英石(下稱異型石英石,包括無機石英石)、異型人造石崗石(下稱異 型崗石,包括無機崗石)和異型人造石實體面材(下稱異型實體面材)加工而成的建筑裝飾用規則形體和 非規則形體的異型人造石制品。
2 規范性引用文件
下列文件對于本文件的應用是必不可少的。凡是注日期的引用文件,僅注日期的版本適用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改單)適用于本文件。
GB 191 包裝儲運圖示標志
GB/T 2567 樹脂澆鑄體性能試驗方法
GB/T 3810.4 陶瓷磚試驗方法 第4部分:斷裂模數和破壞強度的測定
GB/T 3854 增強塑料巴柯爾硬度試驗方法
GB 6566 建筑材料放射性核素限量
GB/T 9966.1 天然飾面石材試驗方法干燥、水飽和、凍融循環后壓縮強度試驗方法 GB/T 9966.3 天然飾面石材試驗方法體積密度、真密度、真氣孔率、吸水率試驗方法 JC/T 908—2013 人造石
3 術語和定義
JC/T 908—2013 界定的以及下列術語和定義適用于本文件。
3.1
人造石
artificial stone
以不飽和聚酯樹脂(或熱塑性高分子聚合物)、水硬性水泥或兩者混合物為粘結劑,以天然石材和/ 或回收的廢棄石材碎料(和/或粉體)、和/或天然石英石(砂、粉)、和/或氫氧化鋁粉、和/或諸如碎陶 瓷、碎玻璃、碎鏡子等不同種類的添加物為主要骨料,經粘合攪拌混合、真空加壓、振動成型、凝結固 化等工序加工而成的石材,包括人造石實體面材、人造石石英石和人造石崗石等產品。該制造過程不可 逆轉。
[JC/T 908—2013, 定義3.1]
3.1.1
人造石石英石(簡稱石英石,下稱石英石
)
artificial stone-agglomeration quartz
以天然石英石
(砂、粉)、硅砂、尾礦渣等無機材料(其主要成分為二氧化硅)為主要原材料,以高分 子聚合物或水泥或兩者混合物為粘合材料制成的人造石,簡稱石英石或
人造石英石
,俗稱石英微晶合成裝飾板或人造硅晶石。
3.1.2
人造石崗石(簡稱崗石或人造大理石,下稱崗石
)
artificial stone-agglomeration marble
以大理石、石灰石等的碎料、粉料為主要原材料,以高分子聚合物或水泥或兩者混合物為粘合材料
制成的人造石,簡稱崗石或人造大理石。
[JC/T 908—2013,
定義
3.4]
3.1.3
人造石實體面材(簡稱實體面材,下稱實體面材
)
artificial stone-solid surface materials
人造石實體面材,學名為礦物填充型高分子復合材料,它是以甲基丙烯酸甲酯
(MMA;
俗稱壓克力) 或不飽和聚酯樹脂
(UPR)
為基體,主要由氫氧化鋁為填料,加入顏料及其他輔助劑,經澆鑄成型或真空
模塑或模壓成型的人造石,簡稱實體面材。
[JC/T 908—2013, 定義3.2]
3.2
規則形體
regular shape
3.2.1
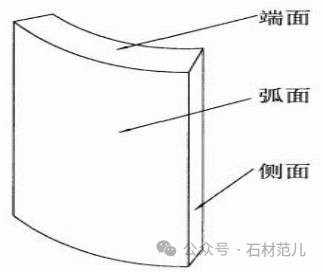
曲面板
arc
slab
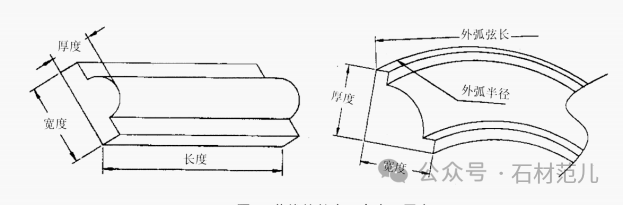
具有一定曲率半徑、 一定厚度,且拼接后可組成柱體或其一部分的幾何形體。外形見圖1。
圖1 曲面板
3.2.2
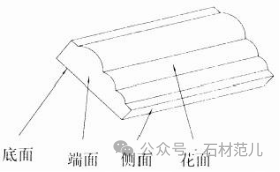
花線
decorative
line
一邊為曲率半徑一定的單弧或多弧線、其他邊為直線組成的
幾何
截面
,沿軸線或曲率半徑一定的弧
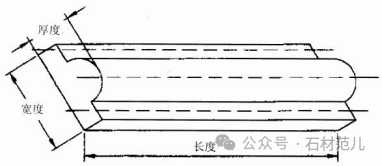
線延伸而成的裝飾用板條。外形見圖2。
圖2
花線
3.2.3
柱體
cylinder
圓截面圖形沿直線軌跡形成的幾何形體。
3.2.4
球體
globe
半圓以其直徑為旋轉軸,旋轉所圍成的幾何形體,球心到球面上任意一點的距離都相等。
3.3
非規則形體
irregular shape
3.3.1
組合非規則形體
combination irregular shape
由曲面板、花線、柱體和球體的兩個及以上規則形體組合而成的非規則形體。
3.3.2
其他非規則形體
other irregular shape 除規則形體及組合非規則形體以外的幾何形體,又稱不規則異型體或造型體。
4 分類與標記
4.1
分類
4.1.1
材料分類
按材料類型劃分為以下種類,見表1。
表1 按材料類型分類
4.1.2 幾何形狀分類 按幾何形狀劃分為以下種類,見表2。
表2
按幾何形狀分類
4.1.2.1
曲面板
按裝飾面種類、壁厚尺寸、母線及導線將曲面板劃分為
以下種類,見表3。
表3
曲面板分類
4.1.2.2
花線
按截面延伸軌跡將花線劃分為以下種類,見
表4。
表4
花線分類
4.1.2.3
柱體
按內部結構、幾何形狀和拼接形式將柱體劃
分為以下種類,見表5。
表
5
柱體分類
4.1.2.4
球體
按內部結構、幾何形狀和拼接形式將球體劃分為以下種類,見表6。
表6
球體分類
4.1.2.5
組合非規則形體和其他非規則形體
組合非規則形體和其他非規則形體分類由供需雙方商定。
4.1.3
光澤度分類
異型石英石和異型崗石按光澤度分為:高光
(Hi)
、
半啞光
(Se)
和啞光
(Ma),
具體參見附錄
A
。
4.2
標記
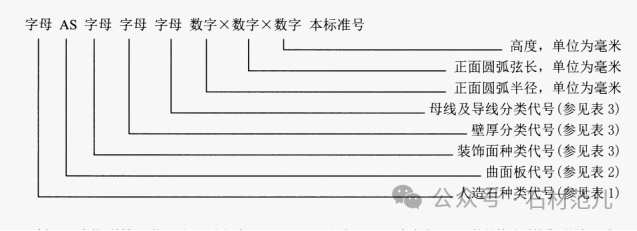
4.2.1
曲面板
示例1:用實體面材加工的正面圓弧半徑為500mm、正面弦長為707mm、高度為840mm的外等壁厚單曲面板標記為:
ASSM AS Ou Eq Si 500×707×840 JC/T 2325—2015
示例2: 用崗石加工的正面圓弧半徑為500mm、正面弦長為707mm、高度為840mm 的外等壁厚單曲面板標記為:
ASAM AS Ou Eq Si 500×707×840 JC/T 2325—2015
4.2.1.1
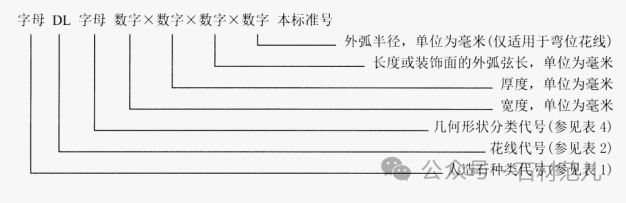
花線
產品標記順序表示方法規定如下:
示例1:用實體面材加工的正面圓弧半徑為500mm、正面弦長為707mm、高度為840mm的外等壁厚單曲面板標記為:
ASSM AS Ou Eq Si 500×707×840 JC/T 2325—2015
示例2: 用崗石加工的正面圓弧半徑為500mm、正面弦長為707mm、高度為840mm 的外等壁厚單曲面板標記為:
ASAM AS Ou Eq Si 500×707×840 JC/T 2325—2015
4.2.1.1
花線
產品標記順序表示方法規定如下:
示例3:
用崗石加工的寬度為150
mm
、厚度為50
mm
、長度為200
mm
的直位花線標記為:
ASAM DI.St 150×50×200 JC/T 2325—2015
示例4:
用石英石加工的寬度為150
mm
、厚度為50
mm
、裝飾面外弧弦長為200
mm
、外弧半徑為300
mm
的彎位花線
標記為:
ASAQ DI.Be 150×50×200×300 JC/T 2325—2015
4.2.1.2
柱體
產品標記順序表示方法規定如下:
示例5:
用石英石加工的柱面圓弧直徑為1200mm、 高度為500mm的實心普形整體柱體標記為:
ASAQ CY S O W 1200×500 JC/T 2325—2015
示例
6: 用實體面材加工的柱面圓弧直徑為1200mm、壁厚為200mm、高度為500mm的空心普形拼接柱體標記為:
ASSM CY HO M 1200×200×500 JC/T 2325—2015
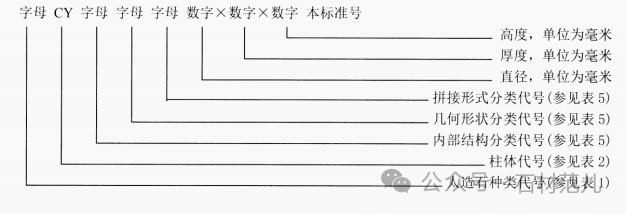
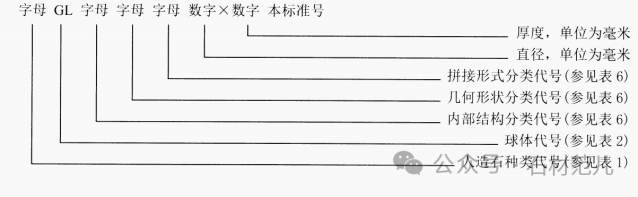
4.2.1.3
球體
產品標記順序表示方法規定如下:
示例
7:用實體面材加工的直徑為1200
mm
的實心普形整體球體標記為:
ASSM GL So Or Wh 1200 JC/T 2325—2015
示例8
:用崗石加工的直徑為1200mm、壁厚為100mm的空心普形拼接球體標記為:
ASAM GL Ho Or Mo 1200×100 JC/T 2325—2015
4.2.1.4
組合非規則形體和其他非規則形體
組合非規則形體和其他非規則形體標記順序由供需雙方商定。
5 拼接基本塊數
規則形體沿圓周方向的拼接基本塊數,見表1。非規則形體的基本拼接塊數由供需雙方商定。 表7 拼接基本塊數
6 技術要求
6.1
尺寸極限偏差
6.1.1
曲面板
6.1.1.1
曲面板外形尺寸的極限偏差應符合表2的規定,且標明壁厚及極限偏差范圍。
表8 曲面板外形尺寸的極限偏差
單位為毫米
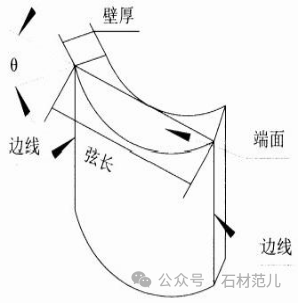
6.1.1.2
兩正面邊線與端面的夾角應為90°,其極限偏差為±1°,見圖3。
6.1.1.3
正面為外弧面時,接縫口切角θ應不大于90°;正面為內弧面時,接縫口切角θ應不小于 90°,見圖3。
圖3 曲面板的弦長、高度、壁厚等
6.1.2
花線
6.1.2.1
直位花線規格尺寸極限偏差應符合表9的規定。
表9
直位花線規格尺寸極限偏差
單位為毫米
6.1.2.2
整批或同類拼接直位花線截面形狀應一致
,其吻合度應符合表10的規定。
表10
整批或同類拼接直位花線截面形狀吻合度
單位為毫米
6.1.2.3
裝飾面與兩端面角度極限偏差和彎位花線尺寸極限偏差由供需雙方商定。
6.1.3
柱體
6.1.3.1
普形柱體直徑和高度極限偏差應符合表11的規定。
表11
普形柱體直徑和高度極限偏差
單位為毫米
6.1.3.2
其他形式柱體尺寸極限偏差由供需雙方商定。
6.1.4
球體
6.1.4.1
普形球體直徑的極限偏差應符合表12的規定。
表12
普形球體直徑極限偏差
單位為毫米
6.1.4.2
其他形式球體各直徑的極限偏差由供需雙方商定。
6.1.5
組合非規則形體和其他非規則形體
組合非規則形體和其他非規則形體的尺寸極
限偏差由供需雙方商定。
6.2
形狀公差
6.2.1
曲面板
6.2.1.1
曲面板正面素線(含邊
線)的直線度為1.5
mm
。
6.2.1.2
曲面板正面的線輪廓度為1
.5
mm
。
6.2.2
花線
6.2.2.1
直位花線線條應平直,無彎曲現象,其直線度和線輪廓度公差應符合表13的規定。
表13 直位花線直線度和線輪廓度公差 單位為 毫米
6.2.2.2
彎位花線形狀公差由供需雙方商定。
6.2.3
柱體
6.2.3.1
普形柱體加工面素線直線度
公差為2.0
mm
。
6.2.3.2
普形柱體的上下兩端面如與柱頭、柱座等對接安裝,則其外緣平面度公差為1.5
mm
。
6.2.3.3
普形柱體的上下兩端面與圓柱面的垂直度公差為1.5
mm
。
6.2.3.4
其他形式柱體形狀公差由供需雙方商定。
6.2.4
球體
6.2.4.1
整體球體
整體球體的圓度公差應符合表14的規定。
表14
球體圓度公差
單位為毫米
6.2.4.2
拼接球體
拼接球體的圓度公差由供需雙方商定。
6.2.5
組合非規則形體和其他非規則形體
組合非規則形體和其他非規則形體的形狀公差由供需雙方商定。
6.3
外觀質量
6.3.1
一般要求
色調應一致,過渡自然。根據安裝位置,相鄰同材料的顏色、紋路應基本協調、觸感柔順、曲線順
滑。允許粘接和修補,但不應影響產品的裝飾質量和物理力學性能。
6.3.2
異型石英石
異型石英石規則形體的外觀質量應符合表15的規定,非規則形體的外觀質量可參照執行。 表15 異型石英石規則形體的外觀質量
6.3.3
異型崗石
異型崗石規則形體的外觀質量應符合表16的規定,非規則形體的外觀質量可參照執行。
表16
異型崗石組合形體的外觀質量
6.3.4
異型實體面材
異型實體面材規則形體的外觀質量應符合表17的規定,非規則形體的外觀質量可參照執行。
表17
異型實體面材規則形體的外觀質量
6.4
物理力學性能
異型人造石制品物理力學性能應符合表18的規定。
表18
異型人造石制品物理力學性能
6.5
放射性
石英石和崗石類異型制品放射性為 A 類
7 試驗方法
7.1
尺寸極限偏差
7.1.1
曲面板
曲面板弦長尺寸偏差用精度為1
mm
的軟尺或能夠滿足精度要求的量具進行測量。曲面板壁厚尺寸偏差用精度為0.02
mm
的游標卡尺或能夠滿足精度要求的量具測量。兩正面邊線與端面夾角(見圖3)偏差用2級精度400
mm×630mm
的90°鋼角尺配合角度測量儀測量。
7.1.2
花線
花線的寬度、厚度用精度為0.02
mm
的游標卡尺或能夠滿足精度要求的量具進行測量,寬度和厚度
應分別測量兩端端面。見圖4。
圖4
花線的長度、寬度、厚度
吻合度測量:將同類拼接花線置于平臺上,拼接后用鋼平尺或塞尺測量。
7.1.3
柱體
柱體用精度為1mm 的軟尺或能夠滿足精度要求的量具進行測量
直徑。
7.1.4
球體
球體用精度為1
mm
的軟尺或能夠滿足精度要求的量具進行測量直徑。
7.1.5
組合非規則形體和其他非規則形體
組合非規則形體和其他非規則形體的外形尺寸偏差可參見7.1.1~7.1.4。
7.2
形狀公差
7.2.1
曲面板
曲面板正面素線(含邊線)直線度的測量:用直線度公差不大于0.1
mm
、長1000
mm
的鋼平尺配合塞尺測量。曲面板正面的線輪廓度測量:用與曲面板曲率相同的弦長為500
mm
、精度不低于
IT13
級的內弧或
外弧樣板配合塞尺測量,以最大值作為線輪廓度偏差。
7.2.2
花線
直位花線直線度的測量:用直線度公差不大于0.1
mm
、長1000
mm
的鋼平尺緊貼被檢花線的兩邊緣
和造型面中間線,鋼平尺放置平行于兩長邊,用塞尺測量尺面與花線間光面的間隙,以最大值作為直線
度偏差,見圖5。
圖5 直位花線直線度
線輪廓度用與花線曲率相同的精度不低于
IT13
級的樣板配合塞尺測量,以最大值作為線輪廓度偏差。
7.2.3
柱體
柱體拋光面素線直線度公差和柱體上下端面外緣平面度公差用鋼平尺配合塞尺測量。柱體的上下兩端面與圓柱面的垂直度公差用2級精度400
mm×630mm
的90°鋼角尺配合塞尺測量。 將鋼角尺短邊緊靠柱體的端面,用塞尺測量鋼角尺長邊與圓柱面之間的最大間隙。
7.2.4
球體
球體的圓度偏差采用7.1.4的方法測量周長并計算直徑,進行對比。
7.2.5
組合非規則形體和其他非規則形體
組合非規則形體和其他非規則形體的形狀公差測量方法可參見7.2.1~7.2.4。
7.3
外觀質量
7.3.1
曲面板
曲面板按
JC/T 908—2013的規定進行測試。
7.3.2
花線
7.3.2.1
顏色花紋和紋路
7.3.2.1.1
單件花線
將選定的協議板與被檢花線同時平放于地面上,距1.0m處目測
7.3.2.1.2
拼接花線
將整套花線按序號拼成一體,距拼接臺2.0
m
處目測。
7.3.2.2
外觀缺陷
7.3.2.2.1
實體面材和崗石類花線
將花線平置地面上,距花線2.0
m
處明顯可見的缺陷視為有缺陷,距花線2.0
m
處不明顯的視為
無缺陷。
7.3.2.2.2
石英石類花線
將平尺緊靠有缺陷部位,用精度為0.1
mm
的鋼直尺測量缺陷的長度、寬度。
7.3.3
柱體
按JC/T 908—2013的規定。
7.3.4
球體
按JC/T 908—2013的規定。
7.3.5
組合非規則形體和其他非規則形體
外觀質量由供需雙方商定。
7.4
物理力學性能
7.4.1
體積密度
按GB/T 9966.3的規定。
7.4.2
吸水率
異型石英石制品和異型崗石制品吸水率按JC/T 908—2013的規定。
7.4.3
壓縮強度
異型石英石制品和異型崗石制品干燥壓縮強度按GB/T9966.1 的規定。當不能滿足取樣要求時,選 取平行試樣進行檢測。
7.4.4
彎曲強度
異型實體面材制品彎曲強度按GB/T2567 的規定進行;異型石英石制品和異型崗石制品彎曲強度按 GB/T 3810.4的規定。當不能滿足取樣要求時,選取平行試樣進行檢測。
7.4.5
硬度
7.4.5.1
莫氏硬度
異型石英石制品和異型崗石制品按JC/T 908—2013的規定。
7.4.5.2
巴柯爾硬度
異型實體面材制品按GB/T 3854的規定。
7.5
放射性
異型石英石制品和異型崗石制品按GB 6566的規定。
8 檢驗規則
8.1
檢驗分類
檢驗分為出廠檢驗和型式檢驗。
8.2
出廠檢驗
8.2.1
檢驗項目
檢驗項目為尺寸極限偏差、形狀公差、外觀質量和硬度;若為拼接后的異型產品,檢驗項目為拼接
后產品的尺寸極限偏差、形狀公差、外觀質量和硬度;所有檢驗項目均為全數檢驗。
8.2.2
組批規則
以同一規格、同一品種的所有產品為一檢驗批;若為拼接產品,則以構成最終異型產品的同一規格為
一檢驗批。
8.2.3
判定規則
單件產品的所有檢驗結果均符合本標準的要求時,判為合格品,否則為不合格品
8.3
型式檢驗
8.3.1
檢驗項目
檢驗項目為技術要求中的全部要求。
8.3.2
檢驗條件
有下列情況之一時,應進行型式檢驗:
a)
新產品試制定型鑒定;
b)
正式生產后,如結構、材料、配方、工藝發生重大變化;
c)
正常生產,每年進行一次型式檢驗;
d)
出廠檢驗結果與上次型式檢驗結果有較大差異時。
8.3.3
組批與抽樣
尺寸極限偏差、形狀公差、外觀質量項目、體積密度、吸水率、壓縮強度、彎曲強度、硬度、光澤
度等物理性能和放射性的組批與抽樣為抽取一件產品。當產品不能滿足取樣要求時,選取平行試樣。
8.3.4
判定規則
當所有項目全部合格時,判定為合格;有一項不符合本標準要求,判定為不合格。當外觀質量不合 格時,允許修補。
9 標志、包裝、運輸和貯存
9.1
標志
出廠產品應注明標記、商標、生產廠名、出廠日期或編號。
包裝箱上應有“向上”、“怕濕”、“小心輕放”、“易碎物品”等安全警示標志,以及總件數、 總重量、箱號等,并應符合GB 191的規定。
9.2
包裝
應按品種、規格、編號分類放置包裝,并附產品合格證、說明書、拼接安裝示意圖。
包裝時應采取防震、減震措施,曲面板不應在包裝箱內竄動。
9.3
運輸
產品在運輸中應防濕,嚴禁滾摔、碰撞。
9.4
貯存
產品宜在室內貯存,室外貯存時應有遮蓋防潮措施。 產品應按品種、規格、或編號分別放置。碼放時,應將正面加以保護,地面應平整、垛高適宜,確 保安全。
附 錄 A
(資料性附錄)
光澤度的分類
A.1
范圍
本附錄適用于異型石英石和異型崗石的光澤度范圍。
A.2
分類
根據石英石和崗石的生產加工情況,光澤度具體分為高光、半啞光和啞光。
A.3
要求
異型石英石和異型崗石光澤度要求見表 A.1 。 表A.1 異型石英石和異型崗石光澤度要求
A.4
方法
異型石英石制品和異型崗石制品光澤度按JC/T 908—2013的規定。當不能滿足取樣要求時,選取 平行試樣進行檢測。 素材來源于網絡整理。 END |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||